




CONTACT
Your personal contact
Do you have questions about low-pressure casting?
Talk directly to your Kurtz contact person!
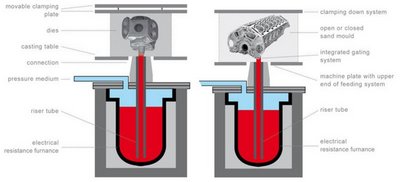
The low pressure casting process is predestined across the board for implementing extremely high quality requirements. Production by low pressure casting is ideal when highly stressed components with a particularly fine microstructure, very good mechanical properties and degrees of freedom in design are required. By applying minimal pressure to the furnace, the molten aluminum is filled into the mold via the riser tube. The controlled, uniform pressure increase slowly fills the mold cavity - and prevents the formation of oxide skins, the occurrence of cold runs and the risk of air inclusions.

During the entire solidification phase, the furnace pressure remains constant and ensures reliable sealing of the castings. The ideal of directional solidification is achieved through casting technology measures and the targeted use of die cooling. With its innovative sprue box, Kurtz offers unprecedented flexibility in the gating and feeding of parts by the low pressure casting process - free from the geometry of the casting to be produced and without additional heat input. Since the number of sprues and risers is not limited here, many smaller locally effective cross-sections can be used. The use of one or more risers is also still proven.
Another advantage of low pressure casting is the reduction in the amount of circuit material. This can be impressively demonstrated using the example of a compressor housing. With low pressure casting, significantly lower costs can be expected for fettling, reworking and remelting of circuit material.
With the Kurtz sprue box, you gain unprecedented flexibility in gating and feeding parts by the low pressure casting process - independent of the geometry of the casting to be produced and without additional heat input. Without limiting the number of sprues and risers, many smaller locally effective cross-sections can be used. The use of one or more risers also remains proven.
Significant reduction in cycle material
Another advantage of low pressure casting is the reduction of the circuit material. This can be impressively demonstrated using the example of a compressor housing. With low pressure casting, significantly lower costs can be expected for fettling, reworking and remelting of cycle material.
In addition, output is generally increased because the process is more reproducible and less dependent on external influences. Regardless of whether a classic, rather rotationally symmetrical part or components requiring a more complex gating system are to be cast - Kurtz always offers the right solution for low pressure casting!

In a direct process comparison between gravity casting and low pressure casting, clear advantages for the Kurtz low pressure casting technology become visible in the example of a compressor housing. You too can benefit from this - we will be happy to advise you!
Advantages of the Kurtz low pressure technology:



